客服热线:18861589027

制造业智能化是大势所趋,作为传统企业,中正锅炉通过自主研发、共同开发,取得了数十项具有国家专利的自动化制造装备,和软件企业联合开发、量身定做适合自身的数字化、信息化管理系统,创新建立了从合同管理、原材料采购、仓库保管、数字化车间到销售终端的全流程数字化管理体系。
黄山十吨大型燃气锅炉品牌,中正循环流化床燃烧(CFBC)技术作为一种新型成熟的高效低污染清洁煤技术,具有许多其它燃烧方式没有的优点。循环流化床属于低温燃烧,因此氮氧化物排放远低于煤粉炉,仅为100mg/Nm3左右,并可实现在燃烧过程中直接脱硫,脱硫效率高。且技术设备经济简单,其脱硫的初期投资及运行费用远低于干煤粉炉加烟气脱硫(PC+FCD)。排出的灰渣活性好,易于实现综合利用,无二次灰渣污染。负荷调节范围大,低负荷可降到满负荷的30%左右。
目前我国运行的循环流化床锅炉还存在以下诸方面的问题炉膛、分离器、以及回送装置及其之间的膨胀和密封问题由于设计和施工工艺不当导致的磨损问题炉膛温度偏高以及石灰石选择不合理导致的脱硫效率降低问题飞灰含碳量高的问题灰渣综合利用率低的问题。35t/h循环流化床锅炉炉体的设计循环流化床锅炉的发展及其趋势循环流化床锅炉的发展第一台成功运行的循环流化床是德国人温克勒于1921年12月发明的他将燃烧产生的烟气引入一个装有焦炭颗粒的炉室的底部然后观察了固体颗粒因受气体的阻力而被提升整个颗粒系统看起来就像沸腾的液体。温克勒所发明的流化床使用粗颗粒床料。其实真正成为具有工业使用价值的循环流化床是从20世纪60年代末期发展起来的到了80年代国外循环流化床锅炉的研究应用进入了高峰期。自1979年热功率为15MW的首台商业化循环流化床锅炉在芬兰Pihlava投运以来循环流化床锅炉得到较快发展设计和生产已完全商业化开始走向电力市场并且开始大型循环流化床锅炉的研制工作。目前世界上已有几十台发电功率≥100MWe的循环流化床锅炉在商业运行。主要炉型为德国Lurgi型、芬兰Pyroflow型、美国FW型、德国Circofluid型和内循环型。
黄山十吨大型燃气锅炉品牌,对焊接的技术要求铝母线气焊采用301#或302#纯铝焊铝焊粉。铜母线气焊可采用201#或202#紫铜焊条铜焊粉或硼砂。为节约材料亦可用废电线芯或废电缆芯线代替焊条但表面应光洁无腐蚀并须擦净油污方可施焊焊口处根据母线规格留出1—5毫米间隙然后由工施焊。焊缝应对口平直不得错口。必须对面焊接焊缝应凸起呈弧形除允许剔掉个别多余的焊瘤外焊缝不得锉平。焊缝不得有裂纹、夹渣、未焊透及咬肉等缺陷。焊完在未冷却前用足量的水洗净焊药。母线的螺栓连接。铜、铝线钻孔尺寸及螺栓规格应相符。母线采用螺栓连接时垫圈应选用专用厚垫圈并必须配齐弹簧垫。螺栓、垫圈及弹簧垫必须用镀锌件。螺栓长度应考虑在螺栓紧固后能露出螺母外5—8mm。

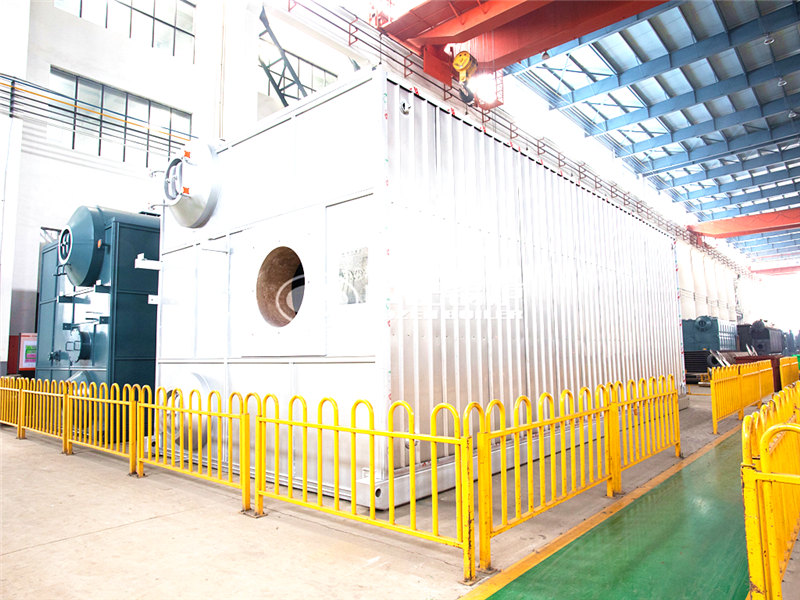
为防止低温的给水与温度较高的锅筒筒壁直接接触在管子与锅筒筒壁的连接处装有套管接头。给水进入锅筒之后沿锅筒纵向均匀分布。锅筒内正常水位在锅筒中心线下100mm处最高、最低安全水位距正常水位为上下各75mm。锅筒装有两只就地水位表此外还装有两只电接点水位表可把锅筒水位显示在操作盘上并具有报警的功能。另外锅筒上配有备用水位管座用户可用于装设水位记录仪表水位冲量等仪表可实现对水位的自动控制、自动记录。为提高蒸汽的品质、降低炉水的含盐浓度锅筒上装有连续排污管和炉内水处理用的加药管连续排污率为2。锅筒通过两套悬吊装置悬挂于钢架上可沿轴向自由胀缩,黄山十吨大型燃气锅炉品牌。
如调整门不能控制给水时改为大旁路控制给水。如水位继续上升应立即开启事故放水门或排污门。经上述处理后汽包水位仍上升且超过100mm时应采取下列措施关小或关闭给水门停止上水后应开启省煤器再循环)。加强锅炉放水。根据汽温下降情况关小或关闭减温器水门必要时开启过热器和蒸汽管道疏水门通知汽机司机开启有关疏水门。如汽包水位已超过汽包水位计上部可见水位时应采取下列措施立即停止锅炉运行关闭主汽门。停止向锅炉上水开启省煤器再循环门。加强锅炉放水注意水位在汽包水位计中的出现。故障消除后尽快恢复锅炉机组的运行。由于锅炉负荷骤增而造成水位升高时则应缓慢增大负荷。因给水压力异常而引起汽包水位升高时应立即与汽机值班人员联系尽快将给水压力恢复正常。
过去十年,中正锅炉经历了快速发展的阶段,从默默无闻发展成国内首屈一指的工业锅炉制造企业;未来十年,中正锅炉将继续锐意进取、勇于担当,力争向世界知名工业锅炉制造企业的目标迈进。
